
Carry That Weight
Today, spacecraft are built on Earth and launched into orbit on a rocket. Their structures are ruggedized, i.e., engineered to withstand launch forces and vibrations, adding mass, size, and increasing cost-to-orbit. Furthermore, they are constrained to fit or fold inside the payload fairing of the launch vehicle, or otherwise volume-constrained deployment system (e.g., P-POD).
Folding structures, such as the recently deployed James Webb Space Telescope (JWST ) can yield some spectacular successes, but “spectacular” and “inexpensive” are two words that rarely fit together when space technology is concerned. The current modality is less than ideal — we ought to manufacture spacecraft in space. Such on-orbit manufacturing would permit us to design space structures for their operational environment rather than the launch environment, enabling much larger and lighter structures than current rocket launches permit.

When used in smallsats, on-orbit manufacturing technology can vastly increase their capabilities in power generation and communication, allowing them to perform functions previously reserved for much larger satellites. As such, research and development in on-orbit servicing, assembly, and manufacturing (OSAM) technology is growing [1]. For a primer on OSAM, see the IDA Science and Technology Policy Institute’s work [2].
Upcoming NASA missions OSAM-1 and OSAM-2 aim, in part, to demonstrate on- orbit manufacturing and assembly technologies to build truss-like beams, either from melt-pultruded PEEK thermoplastic reinforced with carbon fiber, or via fused filament fabrication using polyetherimide-polycarbonate feedstock (see [3–8] for details). Both of these methods can yield a strong truss of stiff cylindrical rods with a pleasantly consistent high strength-to-weight ratio, but that’s also their limitation; they are limited to building objects from one dimensional lines, producing essentially wire-frame models, without planes or curved sur- faces. These methods generally partition the production of the linear rods from the assembly of those rods into the truss, meaning that there are many moving parts - servomotors, grippers, shears, and clamps - and added weight.
Here Comes The Sun
Power is easy to come by in Earth orbit — 1367 watts per square meter of broadband radiation is hitting the sunward side of every LEO spacecraft. What’s expensive is electrical power, as every watt has to be made by solar panels that are pulled up out of Earth’s gravity well and into orbit.
This is bad news for most 3D printing processes — a few hundred watts to run a 400°C extruder hot-end, melting astronautical-grade PEEK thermoplastic continuously for days at a time is simply out of the power budget for a mid-size or smaller spacecraft. But there is another possibility: UV-polymerized thermosetting resins, stored as a viscous liquid or gel, with the photoinitiator pre-mixed. To build, just squirt the gel where desired; the gel will harden to a tough, rigid, heat-resistant solid after exposure to a few seconds of sunlight. To build bigger, just wait a few seconds for the solar UV to do its job of hardening, then squirt more.
If this sounds more like child’s play, you’d be correct, as there are kid-friendly versions of hand-held, UV-photoinitiated modeling resin extruders currently on the market. Of course, a space-rated resin recipe is not simple; low- and zero-volatility oligomer feedstocks, photoinitiators, photoinhibitors, plasticizers, viscosity modifiers, and foam control agents require considerable care in choice and validation, and compounding some of these materials into an extrudable resin can be a frustrating process, akin (on the molecular scale) to blending a smooth milkshake from milk, chocolate chips, light bulbs, and frying pans. But, with proper material choices and procedures, this can be accomplished [9] and the resulting resin can be free-form extruded in a bath of UV to form arbitrary shapes — Pokemon keychains, smiley-face medallions... or precise structures such as dish antennas (see Figure 1).
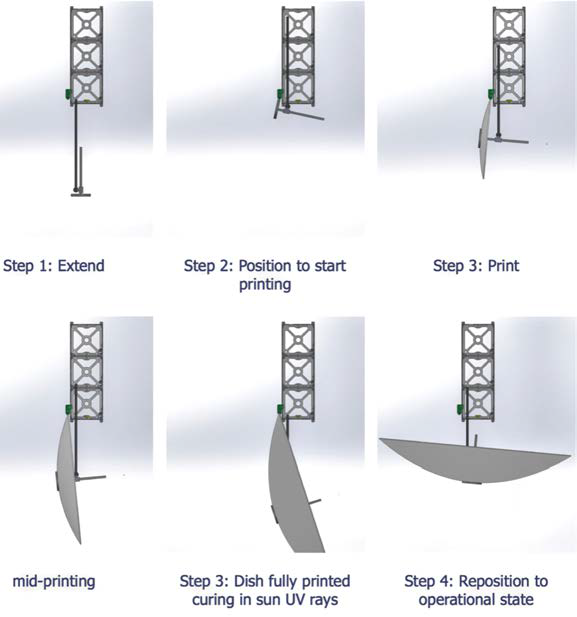 Figure 1: Steps in the free-form 3D printing of a parabolic antenna. Full video available at youtu.be/MmencoxoSwc
Figure 1: Steps in the free-form 3D printing of a parabolic antenna. Full video available at youtu.be/MmencoxoSwc
This is especially important because, in antennas, bigger is definitely better: bandwidth scales with antenna gain and antenna gain scales with the square of the dish diameter — an antenna with twice the diameter has four times the gain, so four times the bandwidth — and (for a communication satellite) four times the profitability. With 3D free-form antenna printing, the diameter of the rocket’s deployment system is no longer a hard limit on antenna diameter.
You Say You Want A Revolution
Mitsubishi Electric Research Laboratories has developed a new, low-power, free-form, additive manufacturing concept that can fabricate parabolic reflectors using a photosensitive resin that polymerizes by crosslinking to a stable, heat-resistant solid when exposed to solar resin that polymerizes by crosslinking UV in the vacuum of space [10, 11].
To test feasibility of free-form, 3D, printing structures with adequate shape control and surface smoothness to be used as spacecraft antennas, we built such a resin-based, on-orbit manufacturing (OOM) printer extruding several candidate resins. While bathing the printer in UV, and using an early candidate, low-volatility resin, we successfully free-form printed, in air and Earth gravity, a 165 mm parabolic reflector with an f/1 focal ratio and a measured gain of roughly 23.5 dB (vs. a dipole) in the Ku band (13.5 GHz) with a simple dipole feed (see Figure 2).
Since then, we have improved the design and resin formulation to enhance the performance in vacuum, and we successfully free-form printed a paraboloid antenna structure in weak vacuum of 5 kPa. Printing with a hard-vacuum resin in a new, larger vacuum chamber is ongoing work. For our ground based tests, we metallized the reflector with a commercial aerosol metallization spray. A space-based unit could vacuum-metallize the dish using commercial deposition sources.
This is true, free-form, 3D printing; there is no “surface of revolution” requirement and no linear-strut wire-frame restriction. Unlike one-dimensional, rigid-rod assemblers, we can print in any shape, including true paraboloids with sufficiently high surface quality to achieve diffraction-limited performance up to at least 25 GHz.
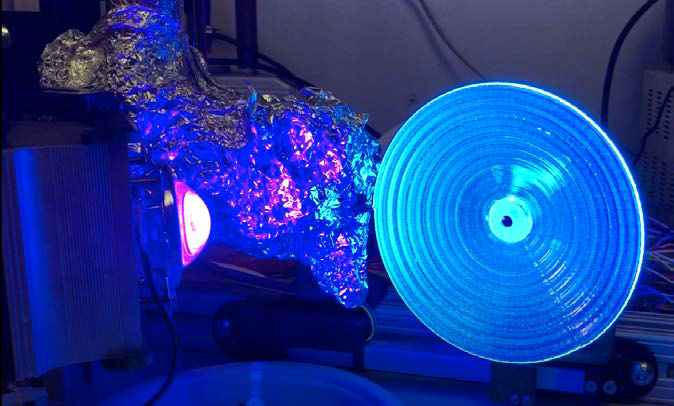
Figure 2: Printing in air. The UV source is at the far left; the
extruder is shielded with aluminum foil. Full video available
at youtu.be/XDsexqd30Gg
Nor is there any need for segmenting the structure into a set of developable surface facets (as some inflatable technologies require), and no need for a robotic arm assembly or JWST-like origami deployment. There is no baseplate nor support structures; any structure larger than twice the nozzle diameter and smaller than the fully-extended extruder arm can be produced.
The antenna beam pattern isn’t required to be circular or Gaussian — a Madagascar-shaped pattern is just as feasible as a conventional spot beam. Nor is there any requirement that the antenna shape be pre-determined at launch time. It is perfectly feasible to launch an OOM- enabled satellite as an on-orbit spare, and upload the 3D print model of the desired antenna only when needed. The satellite’s beam pattern could be custom-made for any customer - whether Sicily or McMurdo ... after launch.
A serious antenna designer might suggest steerable-beam, phased-array antennas as an alternative to a dish antenna; the answer to that is a resounding “maybe.” Phased-array antennas are highly frequency-dependent (typically with bandwidths under 3 percent of operating frequency), while parabolic dish antennas are inherently ultra wide band and operational over a factor of two or three times in wavelength.
The practical limiting factor is usually the feedhorn, not the dish; the dish itself will work from any wavelength smaller than half of the dish radius up to any wavelength longer than four times the dish’s surface roughness. The resin-based OOM mechanism is very simple and lightweight, requiring only three servomotors, one solenoid valve, and a pressurized tank of resin.
With proper design, the mass of the free-form fabrication servomotors remains useful after printing is complete. If the OOM system is configured as a linear ram carrying two rotary axes (ideal for printing reflective gain antennas), after printing is complete, the linear ram becomes the beam focus motor and the two rotary axes become beam aiming servos. We can even use the movable mass of the antenna as a backup attitude control system, as the offset mass allows for non-holonomic reorientation maneuvers without using propellant.
We Can Work It Out
This isn’t to say that solar-UV cured resin OOM is easy (this is rocket science, after all) but from our experiments and tests, every technology risk issue that needs to work for solar-UV cured resin OOM has either been partially demonstrated in a laboratory setting, or is sufficiently well known that the equipment to do it is COTS. Thus, the risk is no longer in the unknowably-high range. It is now well within the acceptable envelope for the business community to consider.

When one considers the capability of a resin-based OOM system that can fabricate a host of objects beyond antennas, including spare parts and tooling that were totally unanticipated at mission launch (think of Apollo 17 with Gene Cernan and Jack Schmitt fabricating a new moon buggy fender out of duct tape, but a few hundred times over), it becomes clear that applications of this technology can have game-changing, and even mission-saving impacts on the future of space exploration.

Bill Yerazunis
Bill Yerazunis has worked in numerous fields, including parallel computation, SETI, jet engine production, real-time signal processing, expert systems, pattern recognition, text classification, wire- less power, and meta-materials. He is the author of the CRM114 spam filter, has appeared as a continuing character in educational science television, and was voted one of the 50 most important people in computer network security by Network World magazine. He is currently a Senior Principal Research Scientist at Mitsubishi Electric Research Laboratories (MERL), Cambridge, Massachusetts, USA.

Avishai Weiss
Avishai Weiss received a B.S. degree in electrical engineering and an M.S. degree in aeronautics and astronautics from Stanford University, Stanford, CA, USA, in 2008 and 2009, respectively, and a Ph.D. degree in aerospace engineering from the University of Michigan, Ann Arbor, MI, USA, in 2013. He is currently a Principal Research Scientist at Mitsubishi Electric Research Laboratories (MERL), Cambridge, Massachusetts, USA. His main research interests and contributions are in the areas of spacecraft orbital and attitude control, constrained control, model predictive control, motion planning, and time-varying systems, in which he has authored more than 75 peer-reviewed papers and patents.
The authors wish to acknowledge Patryk Radyjowski and Richard Cottrell for the indispensable contributions to this work.
merl.com
References
1 Dale Curtis Arney, Richard Lee Sutherland, John W Mulvaney, Devon M Steinkoenig, Christopher John Stockdale, and Mason Patrick Farley. On-orbit servicing, assembly, and manufacturing (OSAM) state of play. ntrs.nasa.gov/api/citations/20210022660/ downloads/osam_state_of_play(1).pdf, 2021. Online; accessed March 8,2022].
2 Iain D Boyd, Reina S Buenconsejo, Danielle Piskorz, Bhavya Lal, Keith W Crane, and E De La Rosa Blanco. On-orbit manufacturing and assembly of spacecraft. IDA Science and Technology Policy Institute, 2017.
3 OSAM-1 Mission: On-orbit Servicing, Assembly, and Manufacturing 1. nexis.gsfc. nasa. gov/osam-1.html. [Online; accessed 07-March-2022].
4 NASA’s Robotic OSAM-1 Mission Completes its Critical Design Review. www.nasa. gov/ feature/goddard/2022/nasa-s-robotic-osam-1-mission-completes-its-critical- design-review, 2022. [Online; accessed March 7,2022].
5 Robert Hoyt, Gregory Kirkos, Jeffrey Slostad, Gregory Jimmerson, Todd Moser, Mark Jaster, and Nicholas Barsalou. Architecture, methods, and apparatus for additive manufacturing and assembly of sparse structures, multifunctional structures, and components for space and terrestrial systems, February 26, 2019. US Patent 10,213,965.
6 On-Orbit Servicing, Assembly, and Manufacturing 2 (OSAM-2). www.nasa.gov/ mission_ pages/tdm/osam-2.html. [Online; accessed March 10, 2022].
7 Simon Patane, Eric R Joyce, Michael P Snyder, and Paul Shestople. Archinaut: In-space manufac- turing and assembly for next-generation space habitats. In AIAA SPACE and astronautics forum and exposition, page 5227, 2017.
8 Aaron Kemmer, Michael Snyder, Michael Chen, and Jason Dunn. Additive manufacturing of extended structures, August 21 2018. US Patent 10,052,820.
9 Avishai Weiss, William S. Yerazunis and Richard Cottrell. On-orbit additive manufacturing of parabolic reflectors via solar photopolymerization, October 26 2021. US Patent 11,155,723.
10 William S. Yerazunis, Avishai Weiss, Patryk Radyjowski, and Richard Cottrell. On- orbit additive manufacturing of parabolic reflector via solar photopolymerization. In International Astronautical Congress (IAC), pages IAC–19,C2,IP,2,x51358, October 2019.
11 William S. Yerazunis, Avishai Weiss, and Bingnan Wang. Systems and methods for on-orbit fabrication of structures by 3D printing, February 2, 2021. US Patent 10,906,290.